

Bei MFS und PEG wenden wir je nach Phase des Produktlebenszyklus verschiedene Strategien an, eine der grundlegendsten Strategien wird durch die Simulationsstufen S1 bis S3 abgebildet. Ausgehend von der Konstruktionsphase haben wir die größten Einflussmöglichkeiten auf unser zukünftiges Endprodukt.
Artikelkonstruktion S1
In der Phase der Artikelkonstruktion werden die Weichen im Projekt gestellt. Design, Funktion und Kosten stehen im Vordergrund.
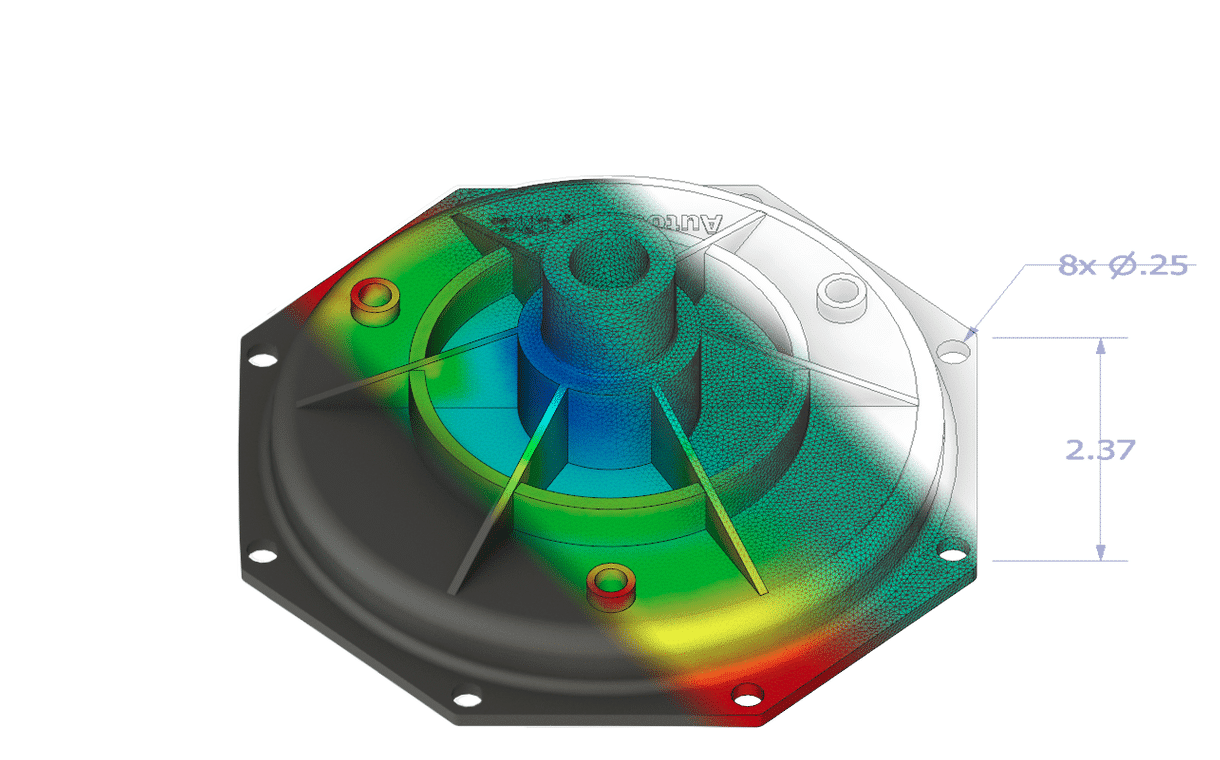
Das Bauteil wird ohne jegliche Einflüsse des Werkzeugs simuliert. Das bedeutet, dass der gesamte Fokus auf die wichtigsten Punkte und zeitgleich das Erstellen einer Referenz gelegt wird. Diese Referenz könnte mit einem „optimalen“ Werkzeug erreicht werden.
-
Bauteildesign
-
Werkstoff
-
Anspritzposition
-
Prozessführung
-
Strukturmechanische Betrachtung unter Berücksichtigung prozessinduzierter Eigenschaften
Ansprechpartner: Sven Theissen
Einflussfaktoren auf die Bauteilqualität identifizieren durch „einflussfreie“ Referenz.
Werkzeugkonstruktion S2
Virtuelle Überprüfung und Optimierung der Werkzeugeinflüsse bevor „in den Stahl gegangen“ wird.
Die Artikelgeometrie steht fest, das Werkzeug soll gebaut werden. Jetzt gilt es, die werkzeugspezifischen Einflussfaktoren auf das Bauteil zu untersuchen und bestmöglich zu gestalten.
-
Werkzeugeinflüsse
-
Anbindungssystem
-
Temperiersystem
-
Prozessführung
-
Werkzeugwerkstoffe
-
Detaillierte strukturmechanische Analyse des Bauteils unter Berücksichtigung aller Einflussfaktoren
Ansprechpartner: Sven Theissen
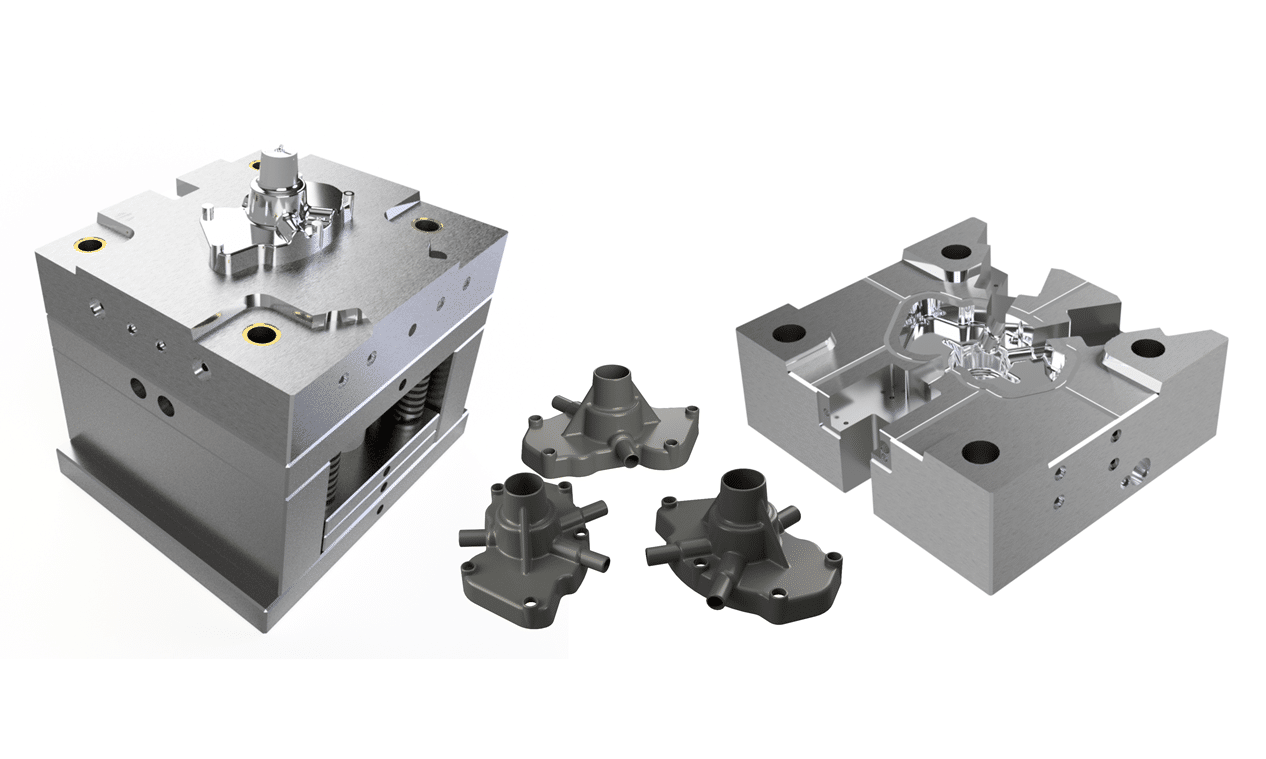
Identifizieren von Einflussfaktoren des Werkzeugs auf die idealisierte Betrachtung des Bauteils aus S1.
Optimierung S3
Optimierung des Prozesses oder Beseitigung von Restmängeln nach SOP.
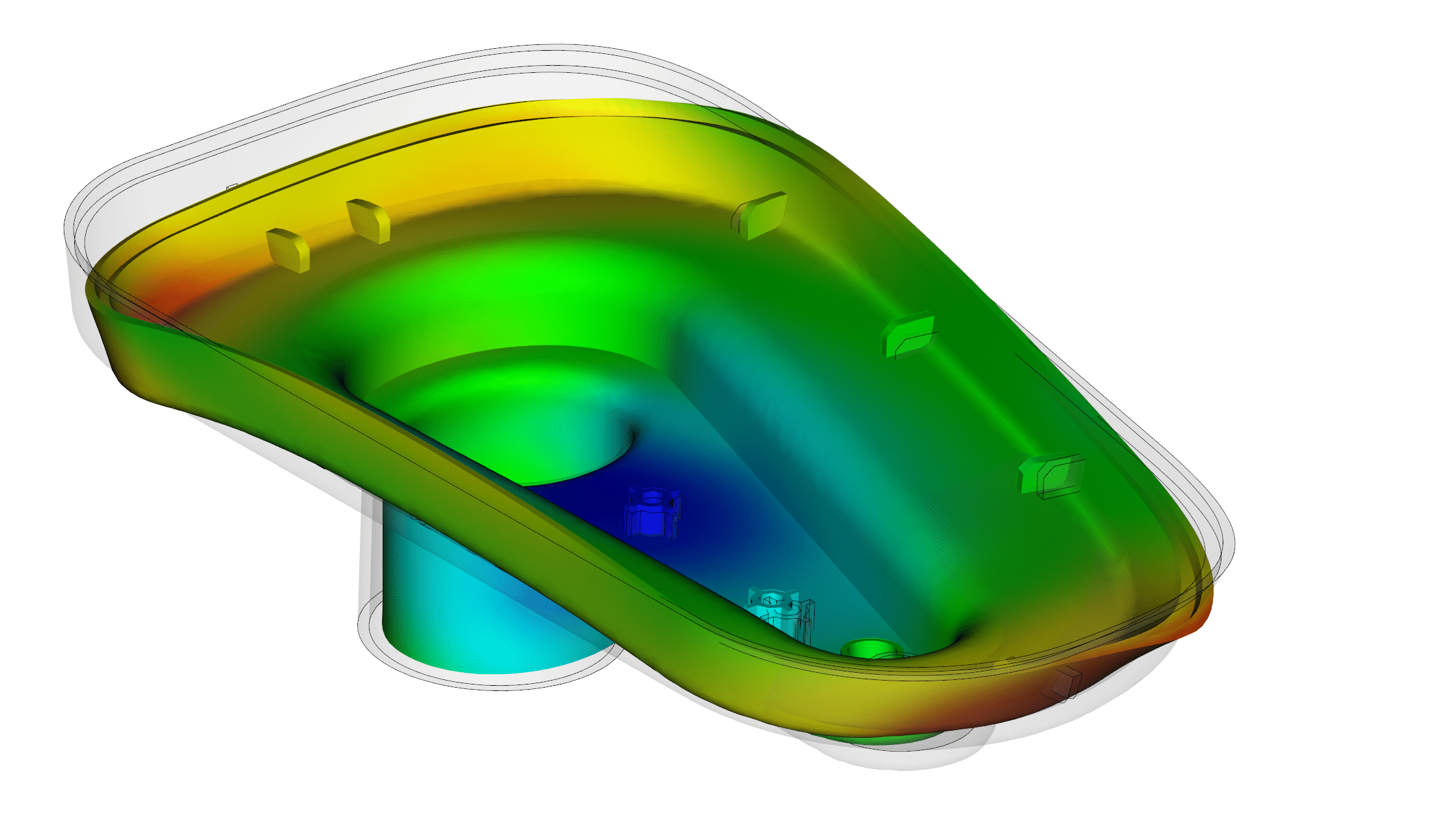
In Simulationsstufe 3 ist die Produktion bereits gestartet. Durch DOE können verschiedene Parameter optimiert werden um den Prozess noch effizienter zu gestalten.
-
Prozessoptimierung nach Abmusterung
-
Optimierung bestehender Prozesse
-
Fehleranalyse (virtuelle Überprüfung möglicher Maßnahmen zur Beseitigung von Restmängeln)